Cooling Tower Water recovery applications
Você está aqui

Beta’s breakthrough developments in automated water recovery technology provide a highly cost competitive solution for recovering process water from Cooling Towers and similar applications.
Beta’s automatic membrane system yields the highest possible product to waste ratio. Beta also offers a full line of evaporative and crystallization technologies that synchronize with our membrane systems to produce a minimal discharge alternative.
Diagramas de Operação
Passos de Operação
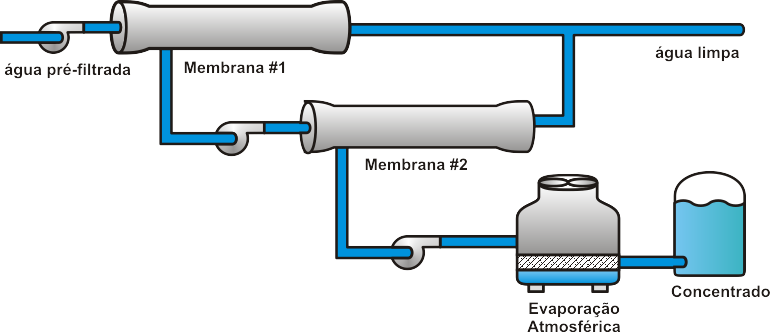
Our oxidation and pre-filtration step (not pictured) produces a high quality, suspended-solids-free filtrate. After pre-filtration, the salt removal begins. A centrifugal pump drives the filtrate through the Primary Membrane System equipped with our special low energy membranes. This stage recovers about 80% of the water as a very high quality permeate product. The remaining 20% of the feed volume continues to the Secondary stage.
Sistemas Relacionados


Advantages
- Produces good quality water
- Lowest operating cost
- Skid-mounted and container protected
- No chemicals required
- Lowest possible environmental footprint
- Automated for minimal supervision
- Modular design reduces downtime
- Digital tracking and recording of performance
Sustainable Development
Beta Control Systems, Inc. was founded in 1980 with the corporate philosophy based on what was coined years later as “Sustainable Development.” We dedicated our resources to developing and applying technologies that would leave the smallest environmental footprint while competing cost effectively with all alternatives. We have pioneered technologies that convert waste products into valuable co-products or recycled products.
Our approach to water processing follows our original direction while also setting a new standard for low energy and low cost processing. We chose low energy state-of-the-art membranes, recover energy from the process, and avoid the use of dangerous, corrosive chemicals. Our ultimate goal is to produce high quality water and a final salt product that has beneficial use.
We learned from more than a quarter century of worldwide competition that having the Best Environmental Technology Available doesn’t matter if you don’t win the bid. We rely on innovation and cost engineering to keep our technology competitive while still meeting the customer’s goals.