Sulfuric Acid Recovery
You are here

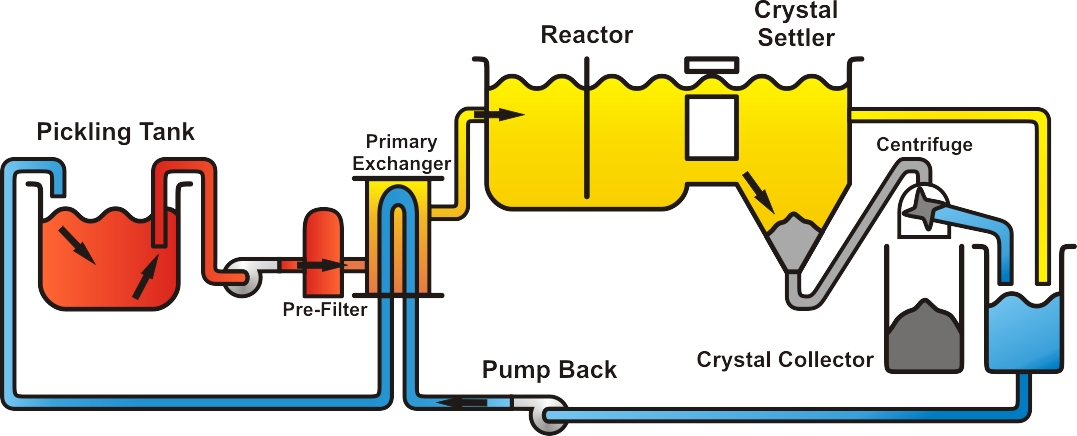
Operation Diagram
Operation steps
The sulfuric acid solution used for de-rusting steel becomes "spent" when the iron impurities reach a level that begins to slow the pickling process. The Sulfuric Acid Recovery System continuously recycles acid by removing these impurities and maintaining a high quality, high speed pickling solution, thus never allowing iron levels that will slow the production process.
Pickling acid is drawn from the tank and fed through a Pre-filter to remove suspended particles. Once the acid solution has been filtered, it passes through the Primary Exchanger, a thermal interchanger.
In this heat interchanger the temperature is reduced by using the previously cleaned chilled acid traveling counter-currently through the interchanger. In this way the chilled recovered acid is pre-heated and the hot spent pickle liquor is chilled without using an external energy source. This greatly reduces operating costs.
After the acid is pre-chilled, it enters the Reactor where the spent pickle liquor is agitated and chilled further until the iron forms an iron sulfate crystal (ferrous sulfate heptahydrate). The special thermoplastic heat exchangers immersed in the solution pass a refrigerant through the inner tubes that absorbs heat from the solution and displaces it through an air-cooled chiller. An acid resistant alloy agitator keeps the crystals from forming a cake of solid crystal on the exchangers by efficiently moving the solution across the exchange tubes.
The resultant chilled acid/crystal slurry enters the conical-bottomed Crystal Settler where the iron sulfate crystals quickly settle to the bottom and the clear, iron-reduced acid solution overflows into a pump station. The settled crystals are then pumped to a Centrifuge. The Centrifuge separates the thick crystal slurry into a dry ferrous sulfate crystalline product and a centrate solution of acid and crystal fines. The centrate is returned to the Reactor where the undersized ferrous sulfate crystal fines act as seeds to grow larger iron crystals. The clarate overflow of recovered acid is pumped through the Primary Exchanger where it is heated and returned to the pickle bath as excellent quality pickle liquor.
Flow Diagrams




