Mixed Acid Recovery (HF + HCl, HF + HNO3)
You are here

Beta uses vacuum evaporation to filter contaminants and to concentrate mixed acids for reuse. Our recovery system works continuously to maintain your acid at its optimum concentration and purity.
Benefits
- Reduces acid consumption, quick return on investment
- Improves product cosmetics
- Speeds up production
- Compact design integrates into existing facilities
- Low energy and labor demand
- NEW: Remote monitoring via your smartphone, also remote login by Beta to update software or assist with troubleshooting.
Operation Diagram
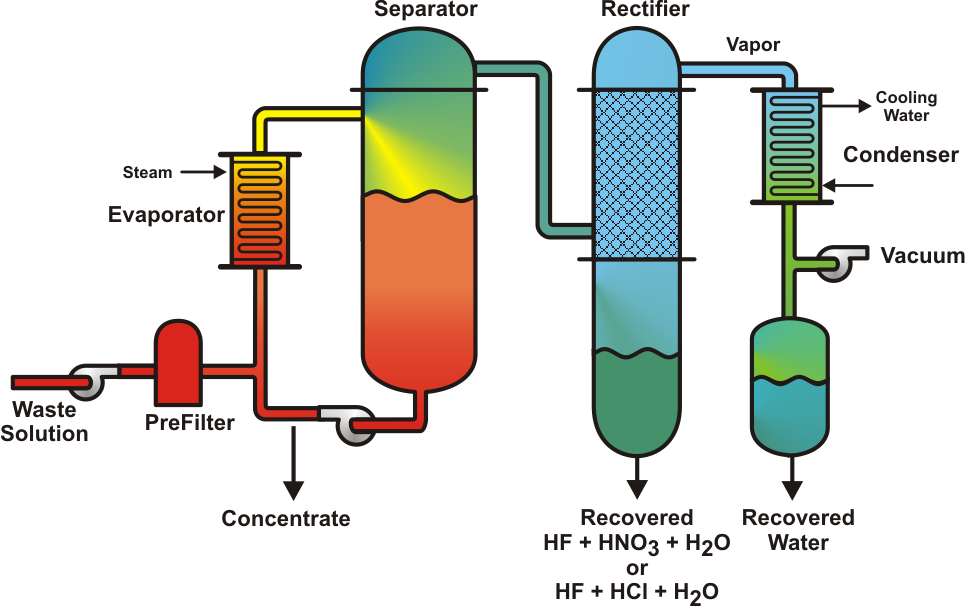
Operation steps
A pump forces waste acid through a Pre-filter and into the evaporator loop, comprised of the Evaporator exchanger and the Separator tank.
The waste acid solution is heated past the boiling temperature of both acid and water. Once the solution is released into our controlled vacuum environment, both the mixed acid and water vaporize in our unique “co-flash” reactor.
The mixed acid and water vapors travel upward through the liquid/vapor Separator and into the Rectifier. The remaining metal salt solution (metals + H2O) continues to circulate through the pressurized boiling loop until it reaches a specific concentration and is discharged to a storage tank.
In the Rectifier, the concentration of acid is controlled to return excellent quality, re-concentrated acid to the process tank. The remaining water vapor, stripped of acid, continues its journey into the Condenser where it is condensed to good quality water for reuse.
The system has no exposed metal parts and is designed to withstand a vacuum. Industrial PLC automation is used to control the process using proven software developed specifically for this application. The system requires a boiler or external heat source, cooling water, and electricity.
The significant benefits of operating under a vacuum include: lower operating temperature (Boiling point at atmospheric pressure is 100dC. The boiling point in our 80% vacuum system is 55dC.), lower operating costs (less natural gas required), lower material costs (smaller heat exchangers needed), and safer operating environment (any leaks will leak INTO the system instead of leak OUT).
Flow Diagrams



